



观看我们的产品视频,就像打开了一扇通往Q345B焊管直供厂家产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:Q345B焊管直供厂家的图文介绍

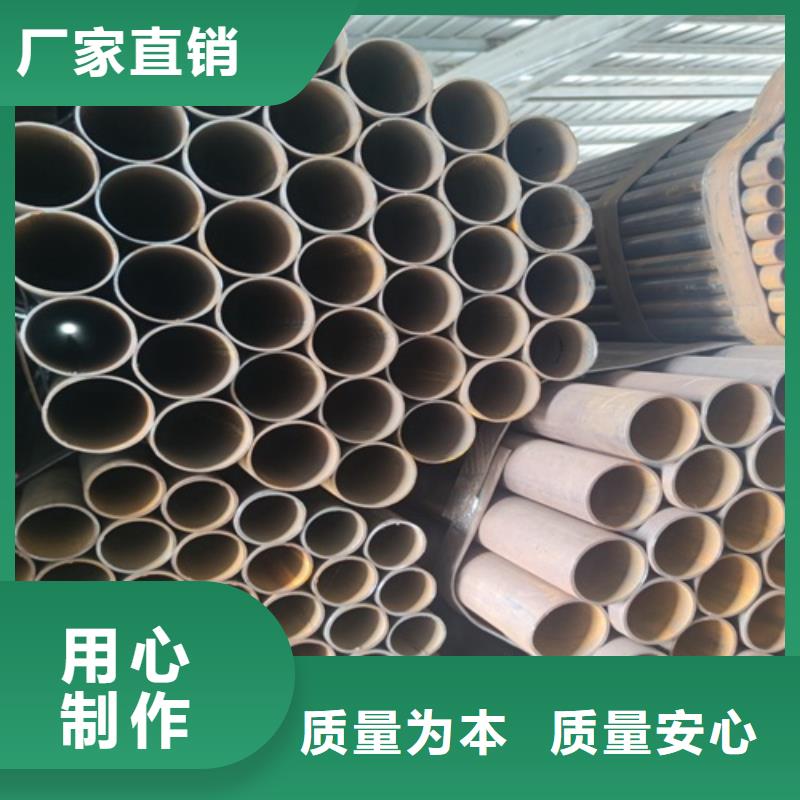
吉林辽源低合金焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。低合金焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
较小口径的低合金焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送低合金焊管、低压流体输送用镀锌低合金焊管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
吉林辽源低合金焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为低合金焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
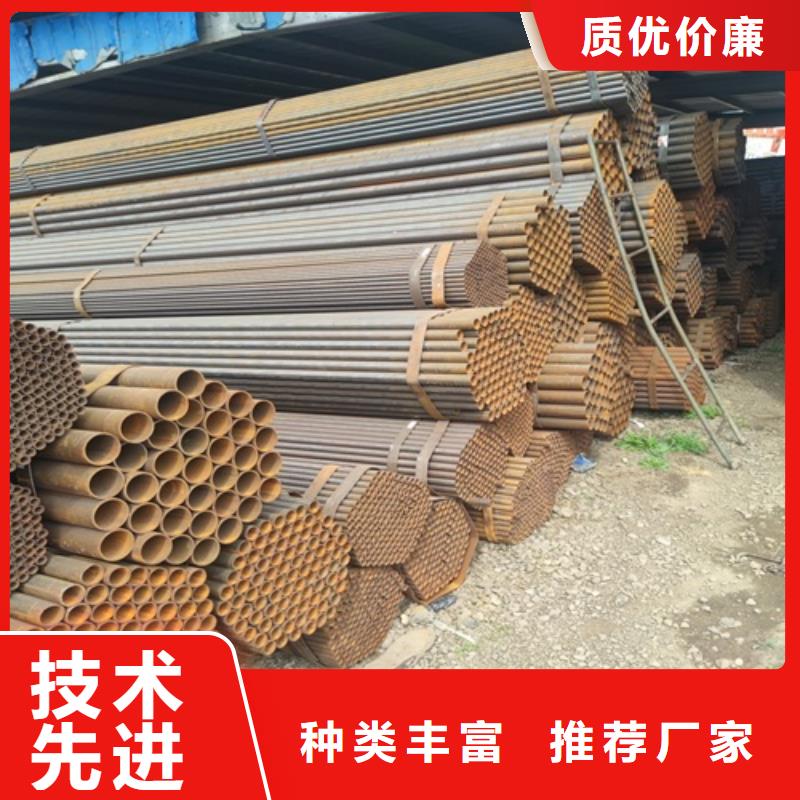
低合金焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比低合金焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。


Q345D焊管的安装和使用质量要求 1、Q345D焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 2、Q345D焊管使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。



鹏鑫钢铁有限公司针对不同客户需求,我们可度身订做各种 吉林辽源无缝钢管及多种 吉林辽源无缝钢管周边设备等,我们注重产品与市场的衔接,公司有一批经验丰富的产品研发小组,在把握产品质量的同时,又不断开发适合市场需求的新款式。

焊管高频焊接方法 焊管采用这种焊接方法时,接触头可设置在离会合点不同距离上。管坯运动时,接触头可沿待焊边上面或下面滑动。接触头从上面放置在待焊边上的方案用得*广,因为采用这种方案可以使焊接装置结构简单可靠。焊管高频焊接主要是利用高频电流的趋肤效应和邻近效应,使电流高度集中在待焊边上,从而能在百分之一秒时间内将其加热到焊接温度1230℃左右,然后在挤压辊的作用下进行压力焊接。 焊管高频焊接方法,根据向被焊件馈电方式不同,可分为传导馈电和感应馈电两种。采用传导馈电焊接时,借助于两个接触头2和3把高频电流传到管坯1上。焊接电流沿管坯坡口两侧流过,并通过挤压辊5附近的坡口两侧会合点形成回路。在管坯两侧坡口上的电流方向是相反的,因此,邻近效应使电流集中于坡口的表面, 电流频率越高,电流就越集中于其表面。阻抗器4提高了坡口加热的集中程度,因为它增大了电流环绕管坯流过的感抗。 现在的焊管焊接技术已经时发展的非常纯熟,开始慢慢的摆脱之前的老套,逐渐采用全新的技术,并且严格保证了焊缝技术的优越性。未来的钢材市场,科技市场中国必将走在前沿。
